
Polishing Services
-

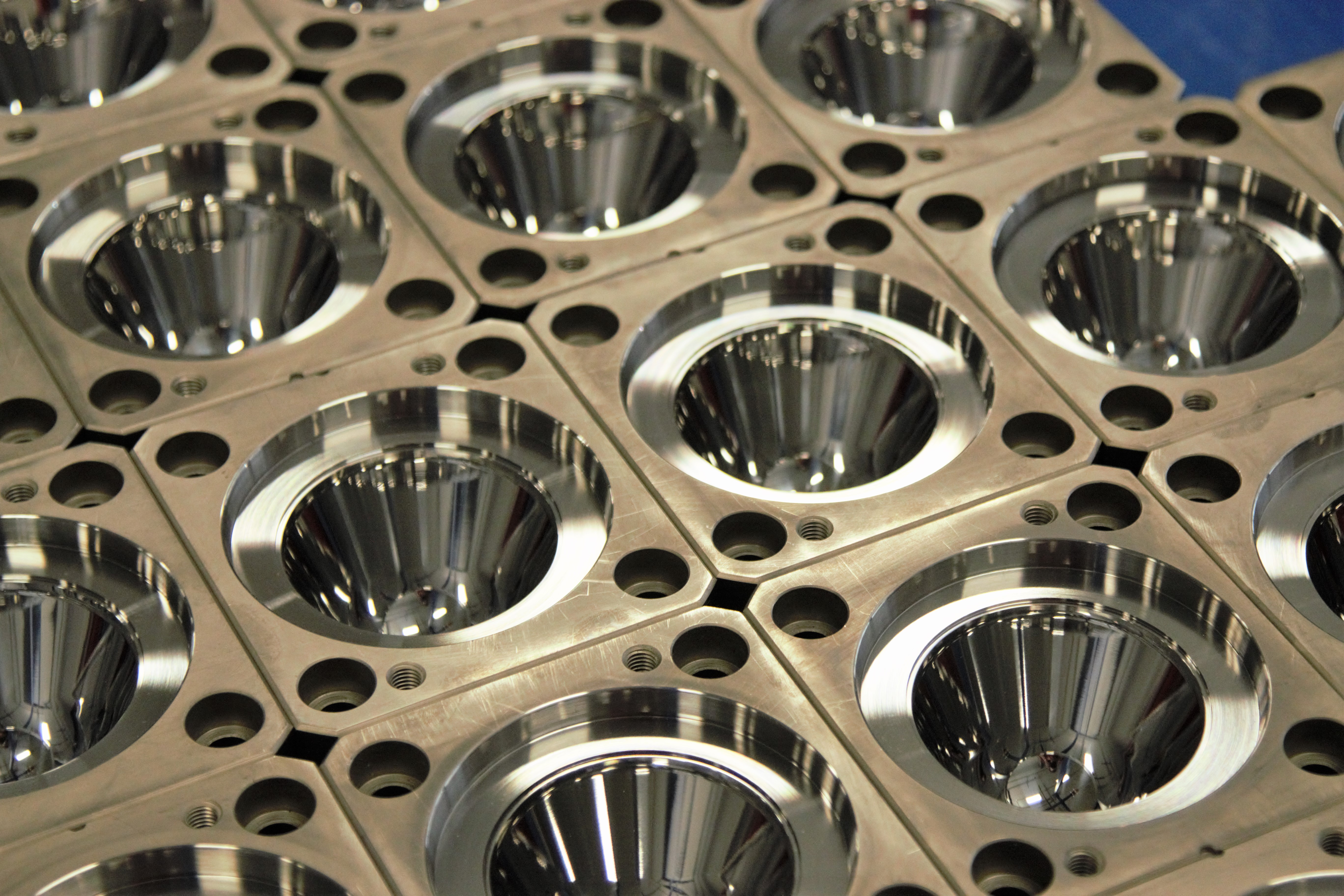
- Round Cavity Polished

-

- Polished Ribs

-

- Diamond Polished Cavities
At High Tech Laser & Polishing, we have developed polishing techniques with detail, tolerances and dimensions in mind. Our staff understands how to provide you with the finish you desire on any type or size of mold.
When a mold is nearing completion, and you don’t have hours of time to polish, our company is ready to take over. We have the experience, the knowledge, and the operators to meet your deadlines and provide you with quick turn-arounds.
Types of Finishes We Offer:
High Tech Polishing can provide Diamond, Paper, Stone and Blasting finishes.
We offer all finishes specified with the SPI finish chart according to the tool and die industry –
Download our Free SPI Mold Finish and Polishing Guide
Diamond Finish
An SPI A-1 finish is used for mirror or optical finishes, sometimes requiring a “lap” procedure. An SPI A-2 finish is nearly a perfect mirror finish but may have a few minute flaws. An SPI A-3 is the most common requested, all machine marks are required to be gone and will have a mirror but contain evidence of wipe lines and you can see a definite direction of polish.
Paper Finish
Paper finishes are referenced as a “B” finishes, your moldmax or aluminum components will be sanded only, your steel components will be stoned first to remove all tooling marks and will be followed with sandpaper. SPI B-1 finish refers too 600 paper, SPI B-2 is 400 paper, and SPI B-3 is 320 paper. This type of polish produces a glossy shine, a reflective surface and a great release finish.
Stone Finish
Often referenced as your “C” finishes which is achieved through stones only. Each finish removes all tool marks, it provides good mold release and has no shine. An SPI C-1 is a 600 stone, SPI C-2 is a 400 stone, and SPI C-3 is a 320 stone. The “C” finishes are an excellent option when aesthetics aren’t an important factor and when molded parts will simply be functional.
Abrasive Blasting
When blast polishing is done properly, it can create textures and stipples in mold surfaces that are interesting and bold. These are referred to as “D” finishes. An SPI D-1 is a dry glass bead and is used more for a decorative finish, SPI D-2 is a 240 Aluminum oxide which is commonly used for die cast and thermoset tooling, and an SPI D-3 finish is a 24 Aluminum oxide which helps hide shrink marks and other imperfections and has a dull, non-reflecting finish on molded or cast parts. A blasting option is the perfect solution when there are slight imperfections in the mold that need to be covered up or when welding repairs need camouflaged.
Lapping Finish
Lapping is a machining process used to achieve super-flat surfaces and incredibly tight tolerances. The lapping process involves passing a part between one or two large plates that contains an abrasive.
Brushed Finish
Brushed polished metal is metal with a unidirectional satin finish. A wide choice of finishes are available, depending on the original metal surface, type and grit of the belts and brushes, and the polishing process. Commonly brushed metals include stainless steel, aluminum, and nickel.
Vibratory Tumbling
Also known as mass finishing, is a type of process used to deburr, radius, descale, burnish, and clean a large number of relatively small workpieces. In this batch-type operation, specially shaped pellets of media and the parts are placed into the tub of a vibratory tumbler. The vibratory tumbler and all of its contents are then vibrated. The vibratory action causes the media to rub against the contents which yield the desired result.
Polishers That Work For You
With the help of our experts, we can provide you with any SPI mold finish you need without having to wait forever for the results. Our polishers work together to complete each order so you can receive your finished parts as quickly as possible.
If you have a mold, die, or full tool assembly that requires polishing, just send it to us and save the time and effort of finishing it yourself. Let High Tech tackle your polishing needs, we will leave you with the type of finish you want in a timely manner that will satisfy you and your end customer.